Singtex Group's subsidiaries include SINGTEX Industrial Co., Ltd., GFUN Industrial Corp., MAGICTEX APPAREL CORPORATION Taiwan, and Magictex Co., Ltd. Vietnam, offering one-stop service that includes the R&D of eco-friendly, innovative yarns and fabrics, OEM of moisture permeable and waterproof fabric, as well as garment design and manufacturing. Inspired by the goal of becoming a global eco-friendly, functional textile company and the premise of sustainability, Singtex endeavors to create high-quality, eco-friendly products.

SINGTEX Industrial Co., Ltd. is the parent company of the Singtex Group, whose headquarters was founded in the New Taipei Industrial Park in 2006. Furthermore, the Singtex Advanced R&D Center was established to develop innovative, eco-friendly functional textiles. At the same time, the garment proofing and designing center is consolidated with the integrated marketing center to quickly turn innovative technologies into merchandises. This enables quick response, enhanced order management, shortened delivery date, and even achieves the benefits of small quantities with diverse selection and customized designs.
Singtex possesses the high performance S.Café® eco-friendly, high-tech coffee yarn patented technology, enabling the Company to co-design and co-develop products with our clients and meet their needs.


The Company specializes in the development of eco-friendly textiles, functional fabrics, as well as the design and manufacturing of garment collections.
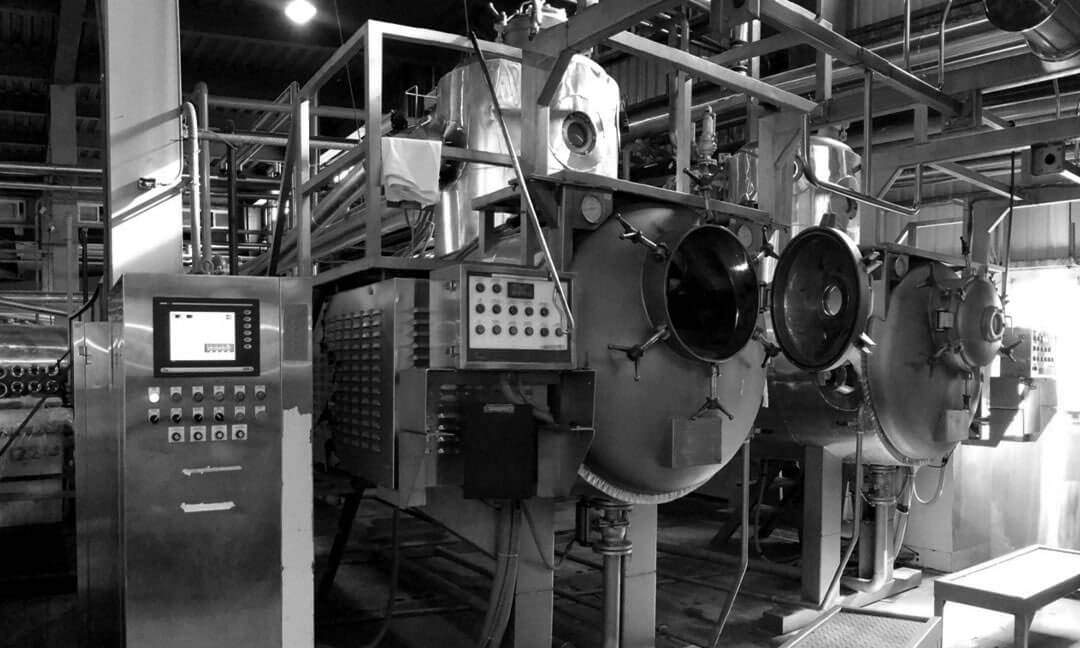
In 2008, we invested NT$250 million to build the high-precision, eco-friendly dyeing and finishing R&D center. The concept of environmental engineering was implemented, with processes such as energy and dye selection conforming to the needs of environmental design. Our dyeing and finishing plant has obtained the Swiss bluesign® certification, the highest standard of environmental protection in the world. The aim is to achieve the ultimate objective of bolstering Singtex's cost-effectiveness, renewable resource, process optimization, consumer protection, as well as brand image and trust.

By integrating the group's resources as well as finishing and processing technologies including fleece, cire, coating, lamination, printing, fluorine-free, and softening, we can endow our products with diverse textures and functionalities.
SINGTEX’s testing Laboratory has passed ISO/IEC 17025 certification since 2009. This certification is evaluated by TAF (Taiwan Accreditation Foundation), a full member of the International Laboratory Accreditation Cooperation (ILAC). SINGTEX’s testing Laboratory is the same level as that of independent testing institutions such as ITS and SGS. Furthermore, we have obtained ISO 9001 certification as well as accreditation certificates from renowned international brands including L.L.Bean, VF Group, New Balance, VAUDE, and Eddie Bauer.


Singtex has abundant experience in domestic and overseas markets. We provide outstanding products by focusing on the market trend and the consumers' needs. Through vertical integration, thereby shortening the time from fabric to product, and expediting the product development process in order to attain the best customization goals.
At the outset of the 2020 pandemic, SINGTEX became part of the national anti-COVID textile team. Within a short period of time, we obtained the pharmaceutical manufacturing permit, pharmaceutical vending permit, the MOHW's Class I medical equipment permit, the MOHW's Good Manufacturing Practice (GMP) certificate for medical equipment. In the meantime, Magictex's P3-series protective coveralls received the MOHW's medical equipment permit.



您的訊息已寄出,我們會盡快回應您的需求
Your message has been sent, and we will respond to your request as soon as possible.